El warping no es mala suerte. Es física del material mal compensada. Esta guía descompone el problema en sus causas reales y te da las configuraciones exactas, los adhesivos correctos y el proceso de diagnóstico para imprimir ABS con fiabilidad.
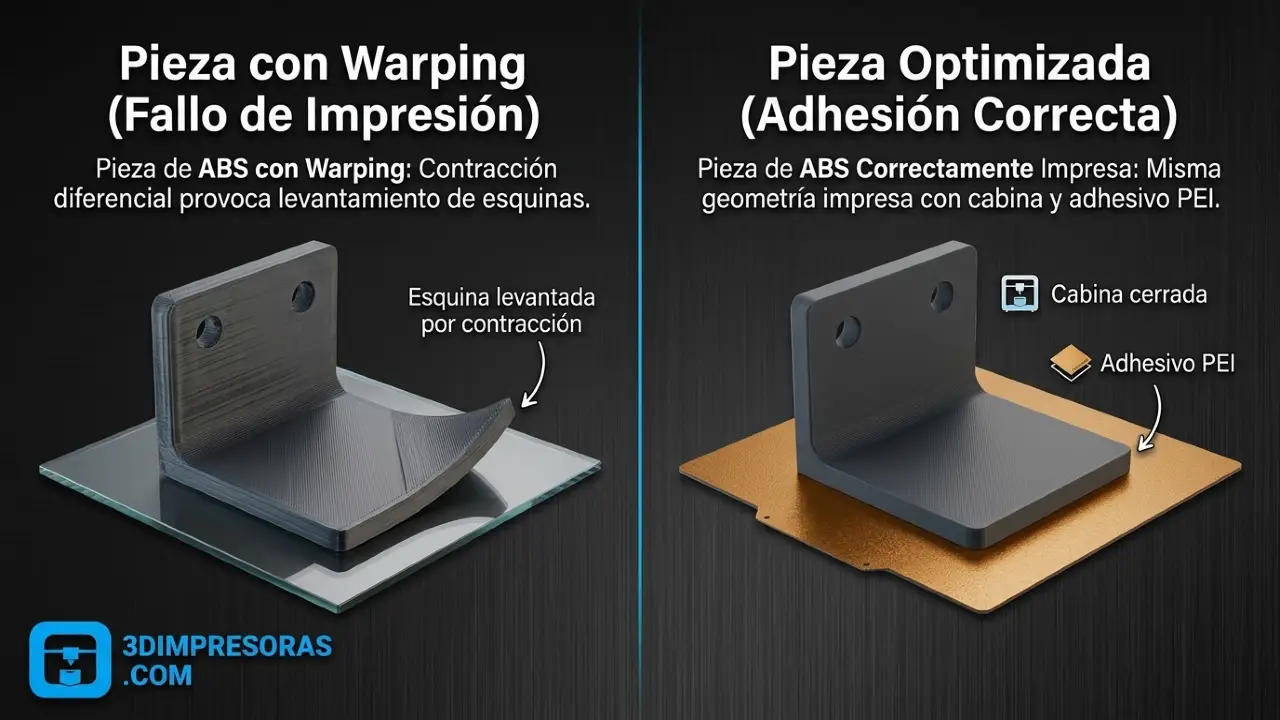
Fig. 1 — Izquierda: esquina levantada por contracción diferencial. Derecha: misma geometría impresa con enclosure y adhesivo PEI.
01Por qué se produce el warping: la física real
El ABS tiene un coeficiente de expansión térmica lineal (CLTE) de aproximadamente 70–90 µm/m·°C, uno de los más altos entre los termoplásticos de uso común en FDM. Cuando el filamento sale a 240 °C y se enfría a temperatura ambiente, se contrae de forma apreciable. Si esa contracción es uniforme en toda la pieza, no hay problema. El warping ocurre porque no lo es.
Las capas superiores (recién depositadas) están calientes. Las inferiores, ya en contacto con la cama o con capas anteriores enfriadas, están más frías. Se contrae más la parte superior que la inferior.
Las capas superiores «tiran» hacia arriba de las inferiores. Si la fuerza de adhesión a la cama no supera esa tensión, las esquinas se levantan. Las esquinas se afectan antes porque concentran la contracción en dos direcciones simultáneas.
Esta es la razón por la que soluciones como «aplicar más adhesivo» funcionan hasta cierto punto pero no resuelven el problema de fondo. La solución real es reducir el gradiente térmico, no solo aumentar la fuerza de adhesión. Ambas estrategias son necesarias, pero tienen jerarquía.
El PLA tiene un CLTE de unos 68 µm/m·°C, similar al ABS, pero su temperatura de impresión es 40–60 °C menor. Menor temperatura de proceso significa menor diferencial térmico y, por tanto, menor tendencia al warping. El PETG cae en un punto intermedio. El ABS, además, tiene una temperatura de transición vítrea (Tg) de ~105 °C: por encima, fluye; por debajo, es rígido. Este escalón brusco amplifica las tensiones internas.
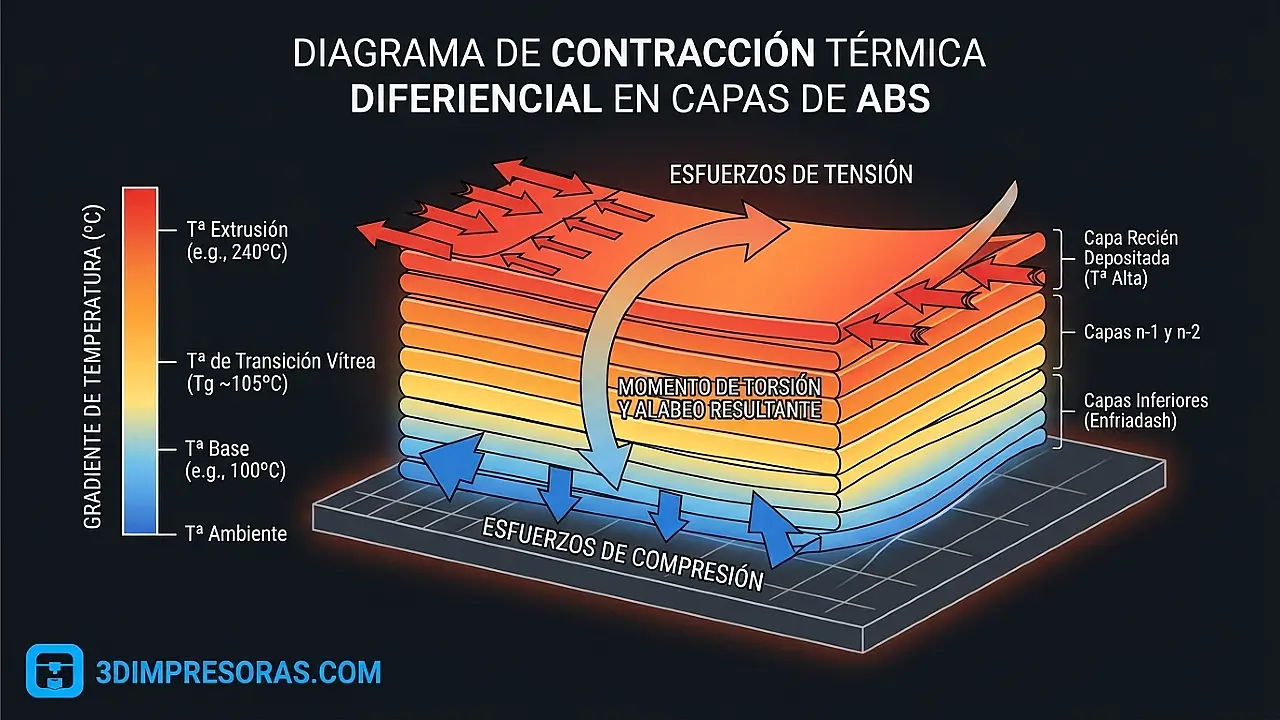
Fig. 2 — Representación del gradiente de temperatura entre capas y la dirección de las tensiones de contracción resultantes.
02Los cinco factores que determinan el resultado
El éxito imprimiendo ABS depende de controlar simultáneamente cinco variables. Fallar en una sola, aunque las demás estén bien ajustadas, suele ser suficiente para que el warping aparezca.
03Configuración de temperaturas
Las temperaturas son la variable más fácil de ajustar y la que más impacto tiene después de la cámara cerrada. Los rangos habituales en guías son orientativos: tu combinación óptima depende del fabricante del filamento, la boquilla, la cama y la velocidad de impresión. Empieza en el centro del rango y ajusta de forma incremental.
| Parámetro | Valor recomendado | Notas |
|---|---|---|
| Temperatura boquilla | 230–250 °C | El ABS genérico funciona bien a 240 °C. Los ABS+ modificados pueden necesitar menos. Consultar el fabricante. |
| Temperatura cama | 100–110 °C | Precalentar al menos 5–8 minutos antes de imprimir. A 90 °C ya hay riesgo de despegue en piezas medianas. |
| Primera capa — boquilla | +5–10 °C sobre el valor base | Mayor temperatura favorece la adhesión de la primera capa. Reducir a partir de la segunda. |
| Ventilador de capa | 0% — máximo 10% | El mayor error del principiante. El enfriamiento forzado es el causante principal del warping en ABS. Mantenerlo apagado o mínimo. |
| Temperatura cámara (enclosure) | 40–60 °C | Se alcanza de forma pasiva con enclosure cerrada si la cama está a 100–110 °C. Enclosures activos permiten controlarlo. |
| Temperatura ambiente exterior | > 20 °C recomendado | Imprimir en habitaciones frías o con corrientes de aire penaliza incluso con enclosure. |
Algunos slicers (Cura, PrusaSlicer) tienen perfiles de ABS con el ventilador al 50% por defecto. Revisa siempre la configuración del ventilador antes de lanzar una impresión. Es el error más frecuente al usar perfiles genéricos.
Para calibrar tu configuración base y asegurarte de que el flujo y la primera capa están bien antes de enfrentarte al ABS, consulta nuestra guía de calibración completa de impresora 3D FDM.
04Superficies y adhesivos: guía comparativa
La superficie de impresión y el adhesivo son la segunda línea de defensa contra el warping. Ningún adhesivo compensa un gradiente térmico excesivo, pero la combinación correcta es imprescindible incluso con buena temperatura de cámara.

Fig. 3 — De izquierda a derecha: lámina PEI lisa, lámina PEI texturizada, superficie de cristal con kapton, plancha de acero magnética.
Excelente adhesión en caliente. Liberación fácil al enfriar. Muy duradera. Sin preparación diaria.
Inversión inicial. Puede rayarse con espátulas metálicas.
Formulados para alta temperatura. Adhesión predecible y consistente. Dimafix mejora la adherencia al calentarse.
Coste recurrente. Aplicación tras cada impresión o cada pocas.
Adhesión máxima. Ideal para piezas grandes. Económico con restos de filamento.
Acetona es inflamable y sus vapores tóxicos. La pieza puede quedar pegada. Requiere ventilación.
Resiste altas temperaturas. Da acabado liso y brillante en la base.
Aplicación laboriosa. Adhesión insuficiente para piezas grandes sin adhesivo adicional encima.
Muy barato. Fácil de encontrar. Funciona en piezas pequeñas y simples.
Adhesión variable entre marcas y lotes. No apto para piezas de base grande.
La combinación más fiable para uso general es lámina PEI texturizada sobre plancha magnética + Dimafix o Magigoo. La PEI sola funciona bien en piezas pequeñas; para piezas medianas y grandes, añadir adhesivo profesional elimina el margen de error. Limpiar la superficie con isopropílico al 99% antes de cada aplicación de adhesivo.
05La cámara cerrada: cuándo es imprescindible
El enclosure o cámara cerrada es la medida de mayor impacto en la fiabilidad de la impresión ABS. No es un accesorio de confort: es el mecanismo principal para reducir el gradiente térmico entre capas. Con una cámara bien sellada y la cama a 100–110 °C, el interior alcanza de forma pasiva los 40–60 °C necesarios para que el ABS enfríe lentamente y sin corrientes.
| Escenario | Resultado esperable | Recomendación |
|---|---|---|
| Impresora abierta, pieza pequeña (<60×60 mm) | Variable | Posible con muy buena adhesión y sin corrientes. Sin garantía. |
| Impresora abierta, pieza mediana o grande | Alto riesgo de fallo | No recomendado. Construir enclosure provisional como mínimo. |
| Enclosure improvisado (cartón, metacrilato) | Parcialmente efectivo | Mejora significativamente. Asegurarse de sellar bien las entradas de aire. |
| Enclosure de fábrica (Bambu Lab P1S, Prusa Core One, Voron) | Alta fiabilidad | Condición ideal. Temperatura de cámara estable y controlada. |
| Enclosure con calefactor activo | Máxima fiabilidad | Para piezas muy grandes o producción en serie. Temperatura de cámara constante e independiente de la cama. |

Fig. 4 — Enclosure cerrada durante impresión de ABS. Nótese la ausencia de ventilación lateral y el sensor de temperatura interior.
Los drivers de los motores y la electrónica de las impresoras no están diseñados para funcionar a temperaturas de cámara superiores a 40–50 °C de forma continua. En enclosures pasivos esto rara vez supone un problema, pero si usas calefacción activa y superas los 50–55 °C de cámara, considera añadir ventilación forzada hacia la electrónica o relocalizar la caja de control fuera del enclosure.
Si estás valorando qué impresora elegir para trabajar con ABS de forma habitual, visita nuestra comparativa de mejores impresoras 3D con cámara cerrada.
06Configuración del slicer
| Parámetro | Valor para ABS | Por qué importa |
|---|---|---|
| Velocidad primera capa | 15–25 mm/s | Más lento = mayor aplastamiento del filamento sobre la cama y mejor adhesión inicial. |
| Velocidad general | 40–60 mm/s | Velocidades altas pueden generar vibraciones que despegan capas en proceso de enfriamiento. |
| Brim | 6–10 mm, 1–2 capas | Aumenta la superficie de adhesión en las esquinas críticas. Retirar con espátula o cutter tras el enfriamiento. |
| Ventilador de capa | 0% (o máx. 10%) | Ver sección de temperaturas. Parámetro de mayor impacto negativo si está activado. |
| Altura de capa | 0.15–0.25 mm | Capas más gruesas tienen menos tiempo de enfriamiento entre deposición y la siguiente pasada. |
| Relleno (infill) | Giroide o cúbico, 15–25% | Los patrones isótropos (giroid) distribuyen mejor las tensiones internas que las líneas rectas. |
| Paredes (perimeters) | 3–4 | Más paredes aumentan la rigidez de la pieza y reducen la tendencia a deformarse durante la impresión. |
| Z-offset primera capa | Ligeramente más comprimido que con PLA | El ABS fluye de forma diferente. Calibrar con torre de prueba para ese filamento concreto. |
Si una esquina concreta sigue levantándose incluso con brim, añade mouse ears en el slicer: pequeños discos o cuadrados de 2–3 capas de grosor colocados exactamente en las esquinas conflictivas (como modelos separados en el plato). Actúan como anclas localizadas mucho más efectivas que el brim estándar para puntos de alta concentración de tensión. Se retiran con un cutter tras imprimir.
07Diseño para imprimir: evitar el warping desde el CAD
Si tienes acceso al modelo 3D original (o lo estás diseñando tú), hay modificaciones geométricas que reducen el warping de forma estructural, sin necesidad de trucos de slicer ni adhesivos extra.
- Redondear las esquinas de la base. Un radio de curvatura de tan solo 1–2 mm en las esquinas inferiores distribuye las fuerzas de contracción y reduce drásticamente el estrés localizado. Es el cambio de mayor impacto por menor esfuerzo.
- Reducir la altura de piezas de base grande. A mayor altura, mayor peso acumulado de capas calientes tirando hacia arriba de la base. Si la geometría lo permite, diseñar en piezas más bajas o dividir verticalmente.
- Añadir nervios de refuerzo en la base. Los nervios perpendiculares a la base aportan rigidez y contrarrestan la deformación lateral.
- Orientar la pieza para minimizar la huella. Rotar la pieza en el slicer para que la cara de mayor área quede arriba (y se imprima al final) en lugar de abajo (donde está en contacto con la cama).
- Evitar bases completamente planas de gran superficie. Si la funcionalidad lo permite, añadir una ligera concavidad o patrón en la base reduce el área de contacto uniforme y con ello la fuerza de contracción total.
08Árbol de diagnóstico si el warping persiste
Sigue estos pasos en orden. Cada uno resuelve una causa específica y permite descartar variables de forma sistemática, en lugar de cambiar varias cosas a la vez y no saber qué ha funcionado.
90 °C, subir a 105–110 °C. Verificar que el sensor PID de la cama está calibrado: medir la temperatura real con un termómetro externo si hay dudas. Los sensores de cama mal calibrados pueden mostrar 100 °C cuando la superficie real está a 88 °C.
IPA 99% (isopropílico) y dejar evaporar completamente antes de aplicar el adhesivo. Las huellas de grasa de los dedos eliminan por completo la adhesión de la PEI. Si usas spray o gel, aplicar capa fina y uniforme sobre la cama caliente.
8–10 mm. Reducir velocidad de primera capa a 15 mm/s. Asegurarse de que el Z-offset está bien calibrado para ese filamento: una primera capa demasiado alta no se adhiere, una demasiado baja puede bloquear la boquilla.
60–65 °C durante 4–6 horas antes de imprimir. Almacenar en bolsa con desecante.
Si el filamento tiene humedad elevada, el secado previo es imprescindible antes de continuar con cualquier otro ajuste. Consulta nuestra guía de cómo secar filamento húmedo para ABS, Nylon y PETG.
09Preguntas frecuentes
¿Puedo imprimir ABS en una Ender 3 o impresora abierta?
Sí, con limitaciones importantes. En una impresora abierta el éxito con ABS depende casi por completo de crear un microclima estable alrededor del volumen de impresión. Las opciones prácticas son:
- Construir un enclosure provisional con paneles de cartón, metacrilato o placas de Ikea Lack (búscalo como «Lack enclosure» en Thingiverse).
- Limitar las piezas a geometrías pequeñas y simples (menos de 60–70 mm en el eje más largo).
- Usar PEI + adhesivo profesional + brim de 10 mm como mínimo.
Para producción fiable o piezas de tamaño medio hacia arriba, una impresora con enclosure de fábrica es la solución correcta.
¿El ABS+ sufre menos warping que el ABS estándar?
Sí, generalmente. El ABS+ incorpora modificadores de impacto y en algunos casos agentes plastificantes que reducen ligeramente la contracción térmica y la fragilidad. El resultado es un filamento más tolerante en impresoras abiertas y con menor tendencia a cracking en las capas.
Sin embargo, el ABS+ no es inmune al warping. Todas las configuraciones de esta guía siguen siendo aplicables y recomendables. La diferencia es de margen, no de categoría. Para piezas donde la resistencia química o la temperatura es lo prioritario, el ABS estándar sigue siendo superior.
¿Por qué se agrietan las capas del ABS (cracking o layer delamination)?
El cracking entre capas es el warping en su versión vertical: la contracción separa capas adyacentes en lugar de levantar la base. Las causas son idénticas (gradiente térmico excesivo) pero el efecto se manifiesta en el interior o en las paredes de la pieza. Las soluciones también coinciden:
- Subir temperatura de boquilla en incrementos de 5 °C hasta que el cracking desaparezca.
- Reducir velocidad de impresión para dar más tiempo a la fusión intercapas.
- Eliminar el ventilador de capa completamente.
- Mejorar la temperatura de la cámara.
Si el cracking ocurre solo en ciertas alturas, verificar que no haya corriente de aire puntual en esa zona (junta del enclosure, conducto de ventilación cercano).
¿Cuánto brim necesito realmente?
Depende de la geometría. Como referencia práctica:
- Pieza pequeña y redondeada: 4–6 mm es suficiente.
- Pieza mediana con esquinas: 8–10 mm.
- Pieza grande, base plana, enclosure imperfecto: 10–15 mm o mouse ears adicionales en esquinas.
El brim siempre se retira más fácilmente si se deja enfriar la pieza completamente antes de intentar separarlo. A temperatura de cama alta, el brim y la pieza están fusionados y forzarlo puede dañar la superficie.
¿El ABS puede imprimirse en una impresora de resina (MSLA/SLA)?
No directamente. El ABS es un termoplástico y requiere proceso FDM (fusión por deposición de material). Las impresoras de resina usan fotopolímeros líquidos que curan con luz UV: son materiales completamente distintos y procesos incompatibles. Sí existen resinas ABS-like para MSLA que imitan algunas propiedades mecánicas del ABS, pero no son ABS y tienen características diferentes.
Sigue aprendiendo sobre materiales técnicos
Última actualización: enero 2026. Los valores de configuración son orientativos y pueden variar según el fabricante del filamento, el modelo de impresora y las condiciones ambientales. Algunos enlaces de este artículo son de afiliado: si realizas una compra a través de ellos, recibimos una pequeña comisión sin coste adicional para ti. Esto nos permite mantener el contenido actualizado y seguir probando materiales de forma independiente.